Koji je kapacitet kondenzatora potreban za poluautomatski stroj za zavarivanje? Rad na domaćem poluautomatskom stroju za zavarivanje: tehnologija proizvodnje. Domaće zavarivanje kondenzatora
Jednom sam kupio svoj poluautomatski transformator. Pa, mislio sam da će mi trajati dugo, jer sam ga planirao za varenje i popravak karoserija. Na kraju sam bio razočaran što je jednostavno spalio tanki metal u trenutku kada je žica za zavarivanje dotakla površinu koju treba zavariti. I jednostavno nije prokuhao debeli metal, debljine oko 4 mm, kako treba.
Kao rezultat toga, htio sam ga jednostavno baciti. Ne možete ga vratiti u trgovinu, jer je prošlo puno vremena, a ja imam više od jednog posla. Stoga je odlučeno sastaviti pretvarač za moj uređaj kako bih se riješio transformatora, koji nije bio jasan kako radi.
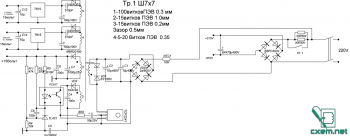
Slika prikazuje sam stvarni krug. Ovaj krug je uzet iz osnove pretvarača za zavarivanje od 250 ampera, koji je razvio Evgeny Rodikov. Na čemu mu se zahvaljujem.
Istina, morao sam malo petljati s ovim krugom tako da je uobičajeno inverter za zavarivanje u kojoj je meka strujno-naponska karakteristika (volt-amperska karakteristika) postala tvrda i tako da je postojala naponska povratna veza i mogla se podešavati od 7 volti do 25 volti. Budući da na poluautomatskom uređaju nema potrebe za regulacijom struje, potrebno je promijeniti napon. Što sam i učinio.
Prvo, moramo sastaviti napajanje koje će napajati PWM generator i ključne drajvere.
Evo stvarnog kruga napajanja, nije komplicirano i mislim da neću ulaziti u detalje i sve je jasno.
Princip rada pretvarača
Rad pretvarača je sljedeći. Iz mreže se 220 volti dovodi u diodni most i ispravlja, zatim se kondenzatori velikog kapaciteta pune kroz otpornik za ograničavanje struje R11. Da nije bilo otpornika, došlo bi do snažnog praska, što bi uzrokovalo diodu most propasti. Kada se kondenzatori napune, mjerač vremena na VT1, C6, R9, VD7 uključuje relej K1, čime se zaobilazi otpornik za ograničavanje struje R11 i napon u ovom trenutku na kondenzatorima raste na 310 volti. a istovremeno se uključuje relej K2, koji otvara krug otpornika R10, koji blokira rad PWM generatora sastavljenog na čipu UC3845. Signal iz 6. noge PWM generatora dovodi se do optokaplera preko otpornika R12, R13. Zatim, prolazak kroz optokaplere HCPL3120 do pogonskih programa za upravljanje energetskim IGBT tranzistorima koji pokreću energetski transformator. Nakon transformatora izlazi velika struja visoka frekvencija i odlazi na diode, ispravljajući ga na taj način. Kontrola napona i struje se vrši pomoću optokaplera PC817 i strujnog senzora izgrađenog na feritnom prstenu kroz koji je provučena žica energetskog transformatora.
Početak sastavljanja pretvarača
Samu montažu možete započeti kako god želite. Osobno sam počeo sastavljati od samog napajanja, koje bi trebalo napajati PWM generator i ključne drajvere. Nakon provjere funkcionalnosti napajanja meni je radio bez ikakvih preinaka i podešavanja. Sljedeći korak bio je sastaviti mjerač vremena koji bi trebao blokirati PWM generator i premostiti otpornik za ograničavanje struje R11, pazeći da radi, trebao bi uključiti releje K1 i K2 na vremensko razdoblje od 5 sekundi do 15 sekundi. Ako mjerač vremena radi brže nego što je potrebno, tada morate povećati kapacitet kondenzatora C6. Nakon toga sam počeo sastavljati PWM generator i upravljački program prekidača. PWM generator ima jednu manu s otpornicima R7, trebao bi imati otpor 680 Ohma R8 1,8 Ohma i kondenzator C5 510p C3 2200p, također pazeći da je sklop ispravan , postavite početnu frekvenciju na 50 kHz pomoću otpornika R1. U ovom slučaju, signal koji generira PWM generator mora biti strogo pravokutan 50/50 i ne smije imati nikakve praske ili emisije s rubova pravokutnika prikazanih na valnom obliku osciloskopa. Nakon toga, sklopio sam sklopke za napajanje i donio napon od minus 310 volti na prekidače za donju snagu. plus gornje strujne sklopke, struju sam doveo plus 310 volti preko žarulje 220 volti 200 vati nije prikazano na samoj shemi, ali potrebno je dodati kondenzatore 0,15 μF x 1000 volti 14 komada na napajanje strujnih sklopki plus i minus 310 volti. ovo je neophodno kako bi emisije koje će transformator stvoriti otišle u krug napajanja prekidača za napajanje, eliminirajući smetnje u mreži od 220 volti. Nakon čega sam počeo sastavljati energetski transformator i kod mene je sve počelo ovako. Ne znam od kakvog sam feritnog materijala namotao ispitni namot, npr. 12 zavoja bakrene žice promjera 0,7 mm premazane lakom, uključio ga između krakova prekidača i pokrenuo strujni krug, uvjerio se da žarulja je bila upaljena, pričekao malo nekih 5-10 minuta, isključio strujni krug iz utičnice Pustiti kondenzatore filtera da se isprazne da ne dođe do strujnog udara provjeriti samu power trance jezgru, ne smije se zagrijavati. Ako je postalo vruće, povećao sam broj namotaja i tako došao do 18 zavoja. I tako sam namotao transformator s proračunom presjeka koji su napisani na dijagramu.
Postavljanje i prvo puštanje pretvarača u pogon
Prije postavljanja i prvog pokretanja još jednom provjeravamo da li je pravilno sastavljen. Provjeravamo da su energetski transformator i strujni senzor na malom prstenu ispravno fazni. Senzor struje obično se bira prema broju zavoja žice, što je više zavoja to je veća izlazna struja, ali to ne smijete zanemariti jer možete preopteretiti strujne sklopke i lako mogu otkazati. U tom slučaju, ako ne poznajete feritni materijal, najbolje je početi sa 67 zavoja i postupno povećavati broj zavoja dok luk ne postane dovoljno krut pri zavarivanju. Na primjer, dobio sam 80 zavoja, dok se moja mreža ne učitava, sklopke za napajanje se ne zagrijavaju i, naravno, nema buke iz transformatora snage i izlaznog induktora.
I tako počinjemo prvo paljenje i podešavanje sa upaljenom žaruljom kao što je gore opisano, dok hrpa kondenzatora od 14 komada po 0,15 μF mora biti uključena za napajanje ključeva plus minus 310 volti. Uključimo osciloskop na emiter i kolektor donjeg kraka prekidača za napajanje. Prije toga ne spajamo optički sprežnik Povratne informacije prema naponu, privremeno ga ostavite da visi u zraku; na osciloskopu bi trebao biti pravokutni frekvencijski signal; uzmemo odvijač i okrenemo otpornik R1 dok se na donjem kutu pravokutnika ne pojavi mali zavoj. Okrenite u smjeru smanjenja frekvencije. To će ukazivati na prezasićenost jezgre energetskog transformatora. Kod savijanja na dobivenoj frekvenciji zapišite je i izračunajte radnu frekvenciju jezgre energetskog transformatora. Na primjer, frekvencija prezasićenja je 30 kHz, izračunamo 30, podijelimo s 2, dobijemo 15, dobiveni broj dodamo frekvenciji prezasićenja od 30 plus 15, dobijemo 45. 45 kHz je naša radna frekvencija. U tom slučaju, žarulja bi trebala svijetliti gotovo neprimjetno slabo. Potrošnja struje ne smije prelaziti 300 mA u punom stanju mirovanja, obično 150 mA. promatrajte osciloskop kako biste bili sigurni da nema napona iznad 400 volti, obično 320 volti. Kad je sve spremno, na žarulju pričvrstimo kuhalo za vodu ili grijač ili peglu od 2000 W. Spojimo žicu pristojnog presjeka na izlaz, na primjer od 5 kvadrata napravimo 2 metra kratki spoj U isto vrijeme, žarulja ne bi trebala gorjeti punom svjetlinom, trebala bi svijetliti nešto više od pola žarulje. Ako svijetli punom svjetlinom, tada trebate ponovno provjeriti senzor struje u fazama, samo provucite žicu s druge strane. U krajnjem slučaju, smanjite broj okretaja senzora struje. Nakon što je sve spremno, sada plus napajanje od 310 volti, pokrenite izravno bez žarulje i grijača od 2000 W. Ne zaboravite na hlađenje prekidača za napajanje, radijator s ventilatorom najbolje odgovara radijatoru starog računala, Intel Pentium ili AMD Atom. Prekidači za napajanje moraju biti pričvršćeni na radijator bez brtve od tinjca i kroz tanki sloj KPT8 toplinske vodljive paste kako bi se osigurala maksimalna učinkovitost hlađenja. Radijator se mora izraditi odvojeno od gornjeg i donjeg kraka polumosta. Snubber diode i diode spojene između napajanja i transformatora treba postaviti na iste radijatore kao i ključeve, ali kroz brtvu od tinjca kako bi se izbjegli kratki spojevi. Svi kondenzatori na PWM generatoru trebaju biti filmski kondenzatori s natpisom NPF, to će izbjeći neugodne trenutke kada vremenski uvjeti. Kondenzatori na prigušivačima i na izlaznim diodama trebaju biti strogo samo tipa K78-2 ili SVV81; ne stavljajte nikakve ostatke unutra, budući da prigušivači rade važna uloga u ovom sustavu i apsorbiraju sve negativna energija koji stvara energetski transformator.
Gumb za pokretanje poluautomatskog stroja, koji se nalazi na rukavcu plamenika, mora biti postavljen u otvor senzora temperature pregrijavanja. I skoro sam zaboravio na izlazu transformatora snage prilikom postavljanja cijelog sustava bez povratne informacije optocoupler, kondenzator od 220 μF također se mora privremeno ukloniti kako se ne bi prekoračio izlazni napon, au isto vrijeme na izlazu u ovoj situaciji napon ne smije biti veći od 55 volti; ako dosegne 100 volti ili više, preporučljivo je smanjiti broj zavoja, npr. premotati 2 zavoja unatrag da dobijemo potreban napon, nakon čega možemo ugraditi kondenzator i optokaparler s povratnom spregom. Otpornik R55 je regulator napona. R56 je otpornik za ograničavanje maksimalnog napona, bolje ga je zalemiti na pločicu pored optokaplera kako bi se izbjegao skok kada se regulator slomi i odaberite ga u smjeru povećanja otpora do potrebnog maksimuma struja; na primjer, učinio sam to do 27 volti. Otpornik R57 je otpornik za podešavanje za odvijač za podešavanje minimalnog napona, na primjer 7 volti.
Tehnički podaci našeg poluautomatskog aparata za zavarivanje:
Napon napajanja: 220 V
Potrošnja energije: ne više od 3 kVA
Način rada: povremeno
Regulacija radnog napona: postupno od 19 V do 26 V
Brzina dodavanja žice za zavarivanje: 0-7 m/min
Promjer žice: 0,8 mm
Vrijednost struje zavarivanja: PV 40% - 160 A, PV 100% - 80 A
Granica kontrole struje zavarivanja: 30 A - 160 A
Ukupno je od 2003. godine napravljeno šest takvih uređaja. Uređaj prikazan na slici ispod je u servisu od 2003. godine u autoservisu i nikada nije bio na popravku.
Izgled poluautomatskog aparata za zavarivanje

Uopće

Pogled sprijeda

Pogled straga

Pogled lijevo

Korištena žica za zavarivanje je standardna
5 kg koluta žice promjera 0,8 mm

Gorionik za zavarivanje 180 A sa Euro konektorom
je kupljen u trgovini aparatima za zavarivanje.
Dijagram zavarivača i detalji
Zbog činjenice da je poluautomatski krug analiziran iz uređaja kao što su PDG-125, PDG-160, PDG-201 i MIG-180, kružni dijagram razlikuje se od tiskana ploča, jer se dijagram pojavio u hodu tijekom procesa sklapanja. Stoga je bolje držati se dijagrama ožičenja. Na isprintana matična ploča sve točke i detalji su označeni (otvorite u Sprintu i prijeđite mišem).

Prikaz instalacije

Upravljačka ploča
Jednofazni 16A tip AE prekidač koristi se kao prekidač napajanja i zaštite. SA1 - prekidač za način rada zavarivanja tipa PKU-3-12-2037 za 5 položaja.
Otpornici R3, R4 su PEV-25, ali ne moraju biti ugrađeni (nemam ih). Namijenjeni su za brzo pražnjenje prigušni kondenzatori.
Sada za kondenzator C7. Uparen s prigušnicom, osigurava stabilizaciju izgaranja i održavanje luka. Njegov minimalni kapacitet trebao bi biti najmanje 20.000 mikrofarada, optimalni 30.000 mikrofarada. Isprobano je nekoliko tipova kondenzatora manjih dimenzija, a većeg kapaciteta, npr. CapXon, Misuda, ali se nisu pokazali pouzdanima i izgorjeli su.

Kao rezultat toga, korišteni su sovjetski kondenzatori, koji i danas rade, K50-18 na 10 000 uF x 50 V, tri paralelno. 
Snažni tiristori za 200A uzimaju se s dobrom marginom. Možete ga instalirati na 160 A, ali oni će raditi na granici, a morat ćete koristiti dobre radijatore i ventilatore. Korišteni B200 stoje na maloj aluminijskoj ploči.

Relej K1 tip RP21 za 24V, promjenjivi otpornik R10 žičani tip PPB.
Kada pritisnete tipku SB1 na plameniku, napon se dovodi u upravljački krug. Aktivira se relej K1, čime se preko kontakata K1-1 dovodi napon na elektromagnetski ventil EM1 za napajanje kiselinom, a K1-2 - na krug napajanja motora za izvlačenje žice, a K1-3 - za otvaranje napajanja tiristori.
Prekidač SA1 postavlja radni napon u rasponu od 19 do 26 volti (uzimajući u obzir dodavanje 3 zavoja po kraku do 30 volti). Otpornik R10 regulira dovod žice za zavarivanje i mijenja struju zavarivanja od 30A do 160A.
Prilikom postavljanja, otpornik R12 je odabran na takav način da kada se R10 okrene na minimalnu brzinu, motor se i dalje okreće i ne miruje.
Kada otpustite tipku SB1 na gorioniku, relej se otpušta, motor se zaustavlja i tiristori se zatvaraju, solenoidni ventil, zbog napunjenosti kondenzatora C2, i dalje ostaje otvoren, opskrbljujući kiselinom zonu zavarivanja.
Kada su tiristori zatvoreni, napon luka nestaje, ali zahvaljujući induktoru i kondenzatorima C7, napon se glatko uklanja, sprječavajući da se žica za zavarivanje zalijepi u zoni zavarivanja.
Namatanje transformatora za zavarivanje
![]()
Uzimamo transformator OSM-1 (1 kW), rastavljamo ga, odlažemo željezo, prethodno ga označimo. Izrađujemo novi okvir zavojnice od PCB-a debljine 2 mm (originalni okvir je preslab). Dimenzije obraza 147×106mm. Veličina ostalih dijelova: 2 kom. 130×70mm i 2 kom. 87x89 mm. U obrazima smo izrezali prozor dimenzija 87x51,5 mm.
Okvir zavojnice je spreman.
Tražimo žicu za namatanje promjera 1,8 mm, po mogućnosti u ojačanoj izolaciji od stakloplastike. Uzeo sam takvu žicu iz namota statora dizel generatora). Također možete koristiti obične emajlirane žice kao što su PETV, PEV itd.

Stakloplastika - po mom mišljenju dobiva se najbolja izolacija
Počinjemo namatanje - primarni. Primarna sadrži 164 + 15 + 15 + 15 + 15 zavoja. Između slojeva izrađujemo izolaciju od tankog stakloplastike. Položite žicu što je moguće čvršće, inače neće stati, ali obično nisam imao problema s tim. Uzeo sam fiberglas iz ostataka istog dizel generatora. To je to, primarni je spreman.
Nastavljamo vjetar - sekundarni. Uzimamo aluminijsku sabirnicu u staklenoj izolaciji dimenzija 2,8x4,75 mm (može se kupiti od omota). Treba vam oko 8 m, ali bolje je imati malu marginu. Počinjemo navijati, postavljajući ga što je moguće čvršće, navijamo 19 zavoja, zatim napravimo petlju za vijak M6 i opet 19 zavoja. Početke i krajeve napravimo po 30 cm, za daljnju ugradnju.
Evo male digresije, osobno, za zavarivanje velikih dijelova na takvom naponu, struja nije bila dovoljna, tijekom rada sam premotao sekundarni namot, dodajući 3 zavoja po kraku, ukupno sam dobio 22+22.
Namatanje dobro pristaje, pa ako ga pažljivo namotate, sve bi trebalo uspjeti.
Ako kao primarni materijal koristite žicu od emajla, morate je impregnirati lakom, držao sam zavojnicu u laku 6 sati.
Sastavljamo transformator, uključujemo ga u utičnicu i mjerimo struju praznog hoda od oko 0,5 A, napon na sekundaru je od 19 do 26 volti. Ako je sve tako, onda transformator možemo staviti sa strane, za sada nam više ne treba.
Umjesto OSM-1 za energetski transformator, možete uzeti 4 komada TS-270, iako su dimenzije malo drugačije, a ja sam napravio samo 1 aparat za zavarivanje na njemu, tako da se ne sjećam podataka za namatanje, ali može se izračunati.
Okrenut ćemo gas
Uzimamo OSM-0,4 transformator (400W), uzimamo žicu od emajla promjera najmanje 1,5 mm (imam 1,8). Namotamo 2 sloja s izolacijom između slojeva, čvrsto ih položimo. Zatim uzimamo aluminijsku gumu 2,8x4,75 mm. i namotajte 24 zavoja, čineći slobodne krajeve autobusa dugim 30 cm.Sastavljamo jezgru s razmakom od 1 mm (položite u komade PCB-a).Induktor se također može namotati na željezo s cijevnih televizora u boji kao što je TS-270. Na njega je postavljena samo jedna zavojnica.
Imamo još jedan transformator za napajanje upravljačkog kruga (uzeo sam gotov). Trebao bi proizvesti 24 volta pri struji od oko 6 A.
Stanovanje i mehanika
Transove smo sredili, idemo dalje na tijelo. Crteži ne prikazuju prirubnice od 20 mm. Zavarimo uglove, sve željezo je 1,5 mm. Baza mehanizma izrađena je od nehrđajućeg čelika.


Motor M koristi se iz brisača VAZ-2101.
Skinut je krajnji prekidač za vraćanje u krajnji položaj.
U držaču špulice za stvaranje sile kočenja služi opruga, prva koja dođe pod ruku. Učinak kočenja povećava se kompresijom opruge (tj. zatezanjem matice).



Naišao sam na kineski poluautomatski aparat za zavarivanje Vita (od sada ću ga zvati jednostavno PA), kojem je pregorio transformator, prijatelji su me samo zamolili da ga popravim.



Žalili su se da dok su još radili nisu mogli ništa skuhati, čulo se jako prskanje, pucketanje i sl. Pa sam odlučio to dovesti do zaključka, au isto vrijeme podijeliti svoje iskustvo, možda će nekome biti korisno. Pri prvom pregledu sam shvatio da je transformator za PA krivo namotan, jer su namot primara i sekundara namotani odvojeno, na fotografiji se vidi da je ostao samo sekundar, a primar je namotan do njega (tako je doveden transformator meni).

To znači da takav transformator ima strmopadajuću strujno-naponsku karakteristiku (volt-ampersku karakteristiku) i pogodan je za elektrolučno zavarivanje, ali ne i za PA. Za Pa vam je potreban transformator s krutom strujno-naponskom karakteristikom, a za to se sekundarni namot transformatora mora namotati na primarni namot.
Da biste započeli s premotavanjem transformatora, morate pažljivo odmotati sekundarni namot bez oštećenja izolacije i odrezati pregradu koja razdvaja dva namota.


Za primarni namot koristit ću emajliranu bakrenu žicu debljine 2 mm, a za potpuno premotavanje trebat će nam 3,1 kg bakrene žice, odnosno 115 metara. Navijamo okret za okret s jedne strane na drugu i natrag. Moramo namotati 234 zavoja - to je 7 slojeva, nakon namotavanja napravimo slavinu.







Izoliramo primarni namot i slavine s trakom od tkanine. Zatim namotavamo sekundarni namot istom žicom koju smo ranije namotali. Čvrsto namotavamo 36 zavoja, s drškom od 20 mm2, otprilike 17 metara.

Transformator je spreman, sada poradimo na prigušnici. Gas je jednako važan dio u PA, bez kojeg neće normalno raditi. Napravljen je neispravno jer nema razmaka između dva dijela magnetskog kruga. Namotat ću prigušnicu na željezo iz transformatora TS-270. Rastavljamo transformator i iz njega uzimamo samo magnetski krug. Namotamo žicu istog poprečnog presjeka kao na sekundarnom namotu transformatora na jednom zavoju magnetskog kruga ili na dva, spajajući krajeve u seriju, kako želite. Najvažnija stvar u induktoru je nemagnetski razmak, koji bi trebao biti između dvije polovice magnetskog kruga, što se postiže PCB umetcima. Debljina brtve je od 1,5 do 2 mm, a određuje se eksperimentalno za svaki slučaj posebno.

Za stabilnije gorenje luka potrebno je u strujni krug staviti kondenzatore kapaciteta od 20 000 do 40 000 μF, a napon kondenzatora treba biti od 50 volti. Shematski sve to izgleda ovako.

Kako bi vaš PA radio normalno, dovoljno je napraviti gore navedene korake.
A za one koje smeta istosmjerna struja na plameniku, morate u strujni krug ugraditi tiristor od 160-200 ampera, pogledajte kako to učiniti u videu.
Hvala svima na pažnji -)
Razvijena 30-ih godina dvadesetog stoljeća, tehnologija zavarivanja kondenzatora postala je široko rasprostranjena. Tome je pridonio niz faktora.
- Jednostavnost dizajna aparata za zavarivanje. Po želji, možete ga sami sastaviti.
- Relativno niska energetska intenzivnost radnog procesa i mala opterećenja električne mreže.
- Visoka produktivnost, što je svakako važno kod proizvodnje serijskih proizvoda.
- Smanjeni toplinski utjecaj na materijale koji se spajaju. Ova značajka tehnologije omogućuje da se koristi pri zavarivanju dijelova malih dimenzija, kao i na površinama gdje se koristi konvencionalne metode neizbježno bi dovelo do neželjenih deformacija materijala.
Ako tome dodamo da je za primjenu visokokvalitetnih spojnih šavova dovoljno imati prosječnu razinu kvalifikacija, razlozi popularnosti ove metode kontaktnog zavarivanja postaju očiti.
Tehnologija se temelji na uobičajenoj kontaktno zavarivanje. Razlika je u tome što se struja dovodi na elektrodu za zavarivanje ne kontinuirano, već u obliku kratkog i snažan impuls. Ovaj impuls se dobiva ugradnjom kondenzatora velikog kapaciteta u opremu. Kao rezultat toga, moguće je postići dobre pokazatelje dva važna parametra.
- Kratko vrijeme toplinskog zagrijavanja dijelova koji se spajaju. Ovu značajku uspješno koriste proizvođači elektroničkih komponenti. Za to su najprikladnije instalacije bez transformatora.
- Velika strujna snaga, što je mnogo važnije za kvalitetu šava od njegovog napona. Ova snaga se dobiva korištenjem transformatorskih sustava.
Ovisno o zahtjevima proizvodnje, odabire se jedna od tri tehnološke metode.
- Mjesto zavarivanje kondenzatora. Korištenje kratki puls Struja koju emitira kondenzator povezuje dijelove u preciznom inženjerstvu, vakuumu i elektroničkom inženjerstvu. Odgovara ovu tehnologiju te za zavarivanje dijelova koji se bitno razlikuju po debljini.
- Zavarivanje valjkom proizvodi potpuno zabrtvljen spoj koji se sastoji od više preklapajućih točaka zavarivanja. To određuje korištenje tehnologije u procesu proizvodnje električnih vakuumskih, membranskih i mijeh uređaja.
- Sučeono zavarivanje, koje se može izvesti kontaktnim ili beskontaktnim metodama. U oba slučaja dolazi do taljenja na spoju dijelova.
Područje primjene
Primjene tehnologije su različite, ali se s posebnim uspjehom koristi za pričvršćivanje čahura, klinova i drugih spojnih elemenata na lim. Uzimajući u obzir karakteristike procesa, može se prilagoditi potrebama mnogih industrija.
- Automobilska industrija, gdje je potrebno pouzdano spojiti ploče karoserije od čeličnog lima.
- Proizvodnja zrakoplova, koja postavlja posebne zahtjeve na čvrstoću zavara.
- Brodogradnja, gdje, uzimajući u obzir velike količine posla, uštede energije i Pribor daje posebno zapažen rezultat.
- Proizvodnja precizni instrumenti, gdje su značajne deformacije spojenih dijelova neprihvatljive.
- Građevina u kojoj se široko koriste limene konstrukcije.
Oprema koja je jednostavna za postavljanje i laka za korištenje je posvuda tražena. Uz njegovu pomoć možete organizirati proizvodnju malih proizvoda ili izgraditi osobnu parcelu.
Domaće zavarivanje kondenzatora
U trgovinama možete jednostavno kupiti gotovu opremu. No, zbog jednostavnosti dizajna, kao i niske cijene i dostupnosti materijala, mnogi ljudi radije sastavljaju strojeve za zavarivanje kondenzatora vlastitim rukama. Želja za uštedom novca je razumljiva, ali pronaći pravu shemu na Internetu i Detaljan opis može se obaviti bez poteškoća. Sličan uređaj radi na sljedeći način:
- Struja je usmjerena kroz primarni namot napojnog transformatora i ispravljački diodni most.
- Upravljački signal tiristora opremljenog gumbom za pokretanje dovodi se na dijagonalu mosta.
- U krug tiristora ugrađen je kondenzator koji služi za akumulaciju impulsa zavarivanja. Ovaj kondenzator također je spojen na dijagonalu diodnog mosta i spojen na primarni namot zavojnice transformatora.
- Kada je uređaj spojen, kondenzator akumulira naboj, napajan iz pomoćne mreže. Kada se tipka pritisne, ovaj naboj juri kroz otpornik i pomoćni tiristor u smjeru elektrode za zavarivanje. Pomoćna mreža je onemogućena.
- Da biste ponovno napunili kondenzator, morate otpustiti gumb, otvoriti krug otpornika i tiristora i ponovno spojiti pomoćnu mrežu.
Trajanje strujnog impulsa podešava se pomoću kontrolnog otpornika.
Ovo je samo temeljni opis rada najjednostavnije opreme za zavarivanje kondenzatora, čiji se dizajn može mijenjati, ovisno o zadacima koji se rješavaju i potrebnim izlaznim karakteristikama.
Moram znati
Svatko tko odluči sastaviti vlastiti aparat za zavarivanje treba obratiti pozornost na sljedeće točke:
- Preporučeni kapacitet kondenzatora trebao bi biti oko 1000 - 2000 µF.
- Za proizvodnju transformatora najprikladnija je raznolikost jezgri Sh40. Njegova optimalna debljina je 70 mm.
- Parametri primarnog namota su 300 zavoja bakrene žice promjera 8 mm.
- Parametri sekundarnog namota su 10 zavoja bakrene sabirnice s poprečnim presjekom od 20 kvadratnih milimetara.
- Tiristor PTL-50 dobro je prikladan za kontrolu.
- Ulazni napon mora biti osiguran transformatorom snage najmanje 10 W i izlaznog napona 15 V.
Na temelju ovih podataka možete sastaviti potpuno funkcionalan uređaj za točkasto zavarivanje. I premda neće biti tako savršen i praktičan kao tvornička oprema, uz njegovu pomoć bit će sasvim moguće svladati osnove profesije zavarivanja i čak početi proizvoditi razne dijelove.
Postoji nekoliko načina besprijekornog spajanja metalnih elemenata, ali među svima njima posebno mjesto zauzima kondenzatorsko zavarivanje. Tehnologija je postala popularna od otprilike 30-ih godina prošlog stoljeća. Pristajanje se provodi dovodom električne struje na pravo mjesto. Stvoren je kratki spoj koji omogućuje topljenje metala.
Prednosti i nedostaci tehnologije
Najzanimljivije je da se zavarivanje kondenzatora može koristiti ne samo u industrijskim uvjetima, već iu svakodnevnom životu. Uključuje korištenje malog uređaja koji ima punjenje Istosmjerni napon. Takav uređaj može se lako kretati po radnom području.
Među prednostima tehnologije treba istaknuti:
- visoka produktivnost rada;
- trajnost korištene opreme;
- mogućnost spajanja različitih metala;
- niska razina proizvodnje topline;
- nedostatak dodatnih potrošnih materijala;
- točnost spajanja elemenata.
Međutim, postoje situacije kada je nemoguće koristiti zavarivanje kondenzatora za spajanje dijelova. To je prvenstveno zbog kratkog trajanja snage samog procesa i ograničenja presjeka spojenih elemenata. Osim toga, pulsno opterećenje može stvoriti razne smetnje u mreži.

Značajke i specifičnosti primjene
Sam proces spajanja izradaka uključuje kontaktno zavarivanje, za koje se troši određena količina energije u posebnim kondenzatorima. Njegovo otpuštanje događa se gotovo trenutno (unutar 1 - 3 ms), zbog čega se smanjuje zona toplinskog utjecaja.
Prilično je prikladno izvesti zavarivanje kondenzatora vlastitim rukama, jer je postupak ekonomičan. Uređaj koji se koristi može se spojiti na običnu električnu mrežu. Za industrijsku uporabu postoje posebni uređaji velike snage.
Tehnologija je stekla posebnu popularnost u radionicama namijenjenim za popravke karoserije. Vozilo. Tijekom rada nisu spaljeni ili podvrgnuti deformaciji. Nema potrebe za dodatnim ravnanjem.
Osnovni zahtjevi procesa
Kako bi zavarivanje kondenzatora bilo izvedeno na visokoj razini kvalitete, potrebno je pridržavati se određenih uvjeta.

- Pritisak kontaktnih elemenata na obradak neposredno u trenutku impulsa mora biti dovoljan da osigura pouzdan spoj. Otvaranje elektroda treba učiniti s malim zakašnjenjem, čime se postiže bolja kristalizacija metalnih dijelova.
- Površina obradaka koji se spajaju mora biti bez nečistoća kako oksidni filmovi i hrđa ne bi uzrokovali preveliki otpor kada se električna struja primjenjuje izravno na dio. Prisutnost stranih čestica značajno smanjuje učinkovitost tehnologije.
- Kao elektrode potrebne su bakrene šipke. Promjer vrha u kontaktnoj zoni mora biti najmanje 2-3 puta veći od debljine elementa koji se zavaruje.
Tehnološke tehnike
Postoje tri mogućnosti utjecaja na izratke:
- Kondenzatorsko točkasto zavarivanje uglavnom se koristi za spajanje dijelova s različitim omjerima debljine. Uspješno se koristi u području elektronike i izrade instrumenata.
- Zavarivanje valjkom je određeni broj točkastih veza izrađenih u obliku kontinuiranog šava. Elektrode nalikuju rotirajućim zavojnicama.
- Zavarivanje udarnim kondenzatorom omogućuje stvaranje elemenata s malim poprečnim presjekom. Prije sudara izradaka nastaje lučno pražnjenje koje topi krajeve. Nakon što dijelovi dođu u kontakt, vrši se zavarivanje.

Što se tiče klasifikacije prema korištenoj opremi, tehnologija se može podijeliti prema prisutnosti transformatora. U njegovom nedostatku, dizajn glavnog uređaja je pojednostavljen, a većina topline oslobađa se u zoni izravnog kontakta. Glavna prednost zavarivanja transformatora je mogućnost pružanja veliki iznos energije.
Točkasto zavarivanje kondenzatora "uradi sam": dijagram jednostavnog uređaja
Za spajanje tankih listova do 0,5 mm ili malih dijelova, možete koristiti jednostavan dizajn napravljen kod kuće. U njemu se impuls dovodi kroz transformator. Jedan od krajeva sekundarnog namota spojen je na niz glavnog dijela, a drugi na elektrodu.

U proizvodnji takvog uređaja može se koristiti krug u kojem je primarni namot spojen na električnu mrežu. Jedan od njegovih krajeva izlazi kroz dijagonalu pretvarača u obliku diodnog mosta. S druge strane, signal se dovodi izravno iz tiristora, kojim upravlja gumb za pokretanje.
Impuls se u ovom slučaju generira pomoću kondenzatora kapaciteta 1000 - 2000 μF. Za proizvodnju transformatora može se koristiti jezgra Sh-40 debljine 70 mm. Primarni namot od tri stotine zavoja može se lako izraditi od žice s presjekom od 0,8 mm s oznakom PEV. Za upravljanje je prikladan tiristor s oznakom KU200 ili PTL-50. Sekundarni namot s deset zavoja može biti izrađen od bakrene sabirnice.

Snažnije zavarivanje kondenzatora: dijagram i opis domaćeg uređaja
Da bi se povećali pokazatelji snage, morat će se promijeniti dizajn proizvedenog uređaja. Pravilnim pristupom bit će moguće spojiti žice s presjekom do 5 mm, kao i tanke listove debljina ne veća od 1 mm. Za kontrolu signala, beskontaktni starter označen MTT4K, dizajniran za struja 80 A.
Tipično, upravljačka jedinica uključuje tiristore spojene paralelno, diode i otpornik. Interval odziva se podešava pomoću releja koji se nalazi u glavnom krugu ulaznog transformatora.
Energija se zagrijava elektrolitski kondenzatori, kombinirani u jednu bateriju pomoću tablice možete vidjeti potrebne parametre i broj elemenata.
Glavni namot transformatora izrađen je od žice presjeka 1,5 mm, a sekundarni namot izrađen je od bakrene sabirnice.

Domaći uređaj radi prema sljedećoj shemi. Kada pritisnete gumb za pokretanje, aktivira se instalirani relej, koji pomoću tiristorskih kontakata uključuje transformator jedinice za zavarivanje. Isključivanje se događa odmah nakon pražnjenja kondenzatora. Impulsni učinak se podešava pomoću promjenjivog otpornika.
Kontaktni blok uređaj
Proizvedeni uređaj za zavarivanje kondenzatora mora imati prikladan modul za zavarivanje koji omogućuje fiksiranje i slobodno pomicanje elektroda. Najjednostavniji dizajn uključuje ručno držanje kontaktnih elemenata. U složenijoj verziji, donja elektroda je fiksirana u stacionarnom položaju.
Da biste to učinili, fiksiran je na odgovarajuću podlogu duljine od 10 do 20 mm i poprečnog presjeka većeg od 8 mm. Gornji dio kontakt je zaobljen. Druga elektroda je pričvršćena na platformu koja se može pomicati. U svakom slučaju potrebno je ugraditi vijke za podešavanje uz pomoć kojih će se vršiti dodatni pritisak za stvaranje dodatnog pritiska.
Trebalo bi biti unutra obavezna izolirajte bazu od pokretne platforme do kontakta elektroda.

Radni nalog
Prije nego što napravite točkasto zavarivanje kondenzatora vlastitim rukama, morate se upoznati s glavnim koracima.
- U početnoj fazi, elementi za spajanje su pravilno pripremljeni. Onečišćenja u obliku čestica prašine, hrđe i drugih tvari uklanjaju se s njihove površine. Prisutnost stranih inkluzija neće omogućiti postizanje visokokvalitetnog spajanja izradaka.
- Dijelovi su međusobno povezani u traženom položaju. Trebaju se nalaziti između dvije elektrode. Nakon stiskanja, pritiskom na gumb za pokretanje na kontaktne elemente primjenjuje se impuls.
- Kada električni utjecaj na obradak prestane, elektrode se mogu razdvojiti. Gotovi dio se uklanja. Ako postoji potreba, onda se instalira na drugom mjestu. Na veličinu razmaka izravno utječe debljina zavarenog elementa.
Primjena gotovih uređaja
Rad se može izvesti pomoću posebne opreme. Ovaj komplet obično uključuje:
- uređaji za stvaranje impulsa;
- uređaj za zavarivanje i stezanje pričvrsnih elemenata;
- povratni kabel opremljen s dvije stezaljke;
- set steznih čahura;
- Upute za korištenje;
- žice za spajanje na električnu mrežu.
Završni dio
Opisana tehnologija spajanja metalnih elemenata omogućuje ne samo zavarivanje čeličnih proizvoda. Uz njegovu pomoć možete jednostavno spojiti dijelove od obojenih metala. Međutim, pri izvođenju zavarivačkih radova potrebno je uzeti u obzir sve značajke korištenih materijala.